Contents
1. Brief description
2. Procedure and control description
3. Parametrization
4. Connection types
1. Brief description
2. Procedure and control description
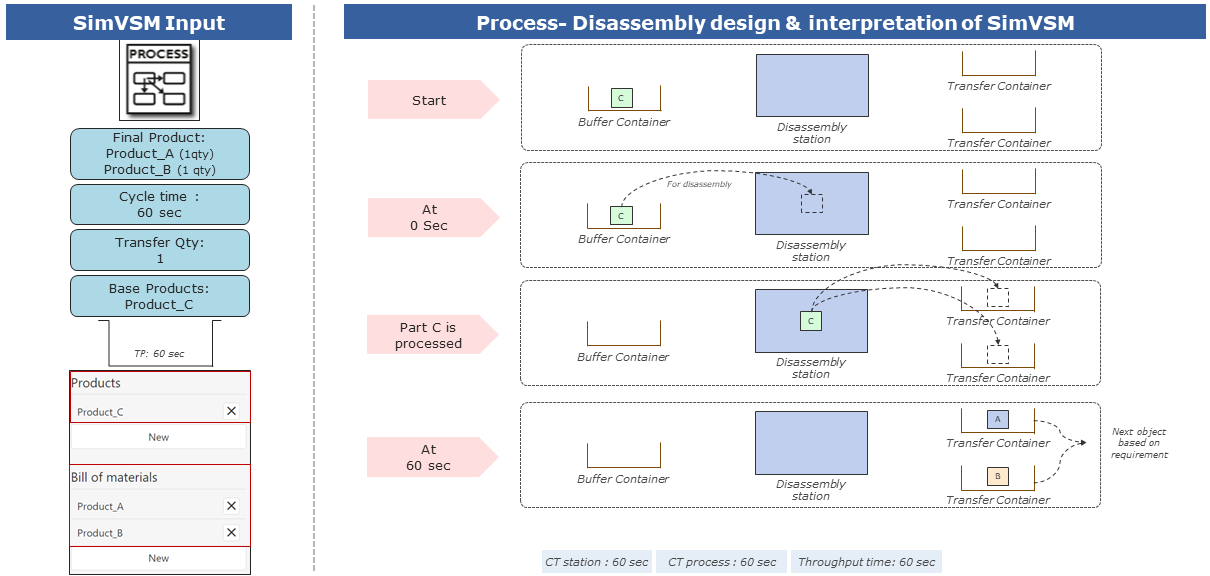
Figure 1 - Procedure and control description
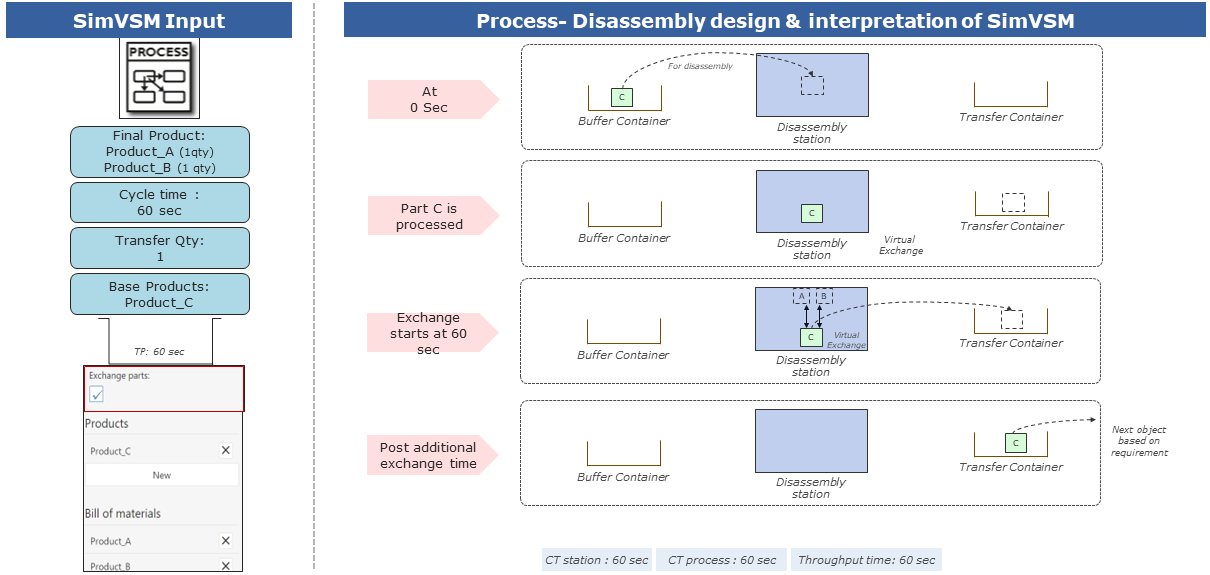
Figure 2 - Procedure and control description
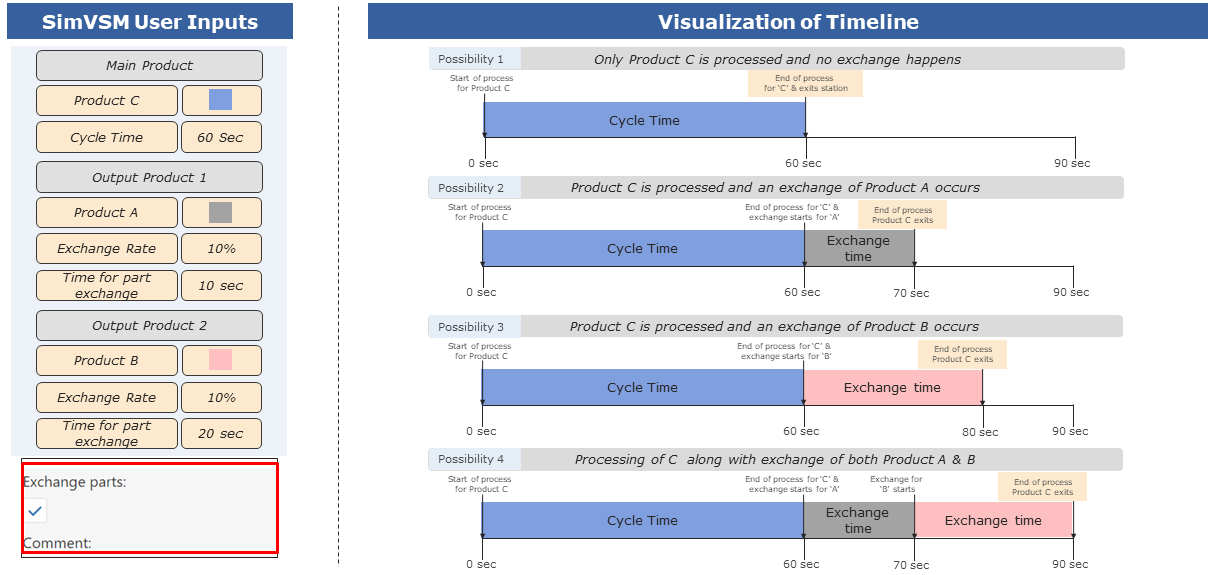
Figure 3 - Procedure and control description - Time line with exchange of parts
3. Parametrization
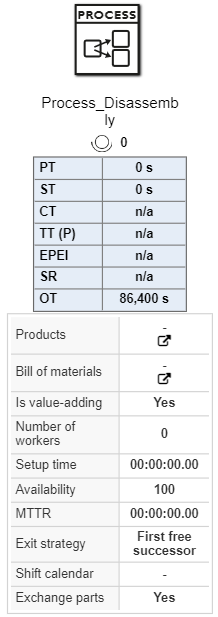
Figure 4 - Process (Dis-assembly)
|
Process Parameter
|
Required
|
Description
|
|
no
|
Name of the object
|
Products
|
no
|
Products of the object
|
Bill of materials
|
no
|
BOM of the object
|
|
no
|
Determining whether a process contributes to increasing the value of a product
|
|
yes
|
Number of assigned workers per process
|
Setup time
|
yes
|
Time required for an object to prepare for an upcoming product
|
Create setup matrix
|
no
|
Opens a new view to create a setup matrix
|
|
yes
|
Reliability (in %) with which an object operates without interference.
Percentage only refers to the working time status (machine is not disturbed during unplanned, paused, waiting or setting-up)
|
MTTR
|
yes
|
Meantime to Repair: Time required to repair a malfunction
|
|
yes
|
Logic according to which the products leave the object
Available modes:
•Cyclic (blocking)
•Start at successor 1 (cyclic, non-blocking, each test with start at first successor; corresponds approximately to "overflow control")
•First free successor (cyclic, non-blocking, start at last successor + 1)
•Lowest occupancy (lowest relative capacitive occupancy; without paused and disturbed parts, weighted by time) |
|
no
|
Allocation of working hours and rest periods
|
|
no
|
•true: Parts in the parts list are only exchanged virtually. For each incoming part, the exchange rate is rolled for all defined parts, in addition to the actual cycle time of the incoming product. This additional time requirement is determined or rolled for each product in the parts list. Several products from the parts list can therefore lead to increased time consumption for each incoming product.
•false: the incoming part is split into the parts in the parts list. The exchange rate and time for part replacement are ignored in the parts list. |
|
no
|
Custom notes and annotations
|
Product Parameter
|
Required
|
Description
|
Product
|
yes
|
Product to be processed
|
Cycle Time
|
yes
|
Processing time of the (incoming) main product; this can be extended if necessary if parts are exchanged virtually (mode Exchange parts true and exchange rate and time for part exchange defined)
|
|
yes
|
Probability (in %) with which products are marked as unusable. Selected products are deleted immediately after processing
A part is either scrap or rework at the end of a machining operation, i.e. a part to be destroyed is not reworked in the station
([percentage good parts +] percentage scrap + percentage rework)
|
Bill of materials Parameter
|
Required
|
Description
|
Product
|
yes
|
End product after dis-assembly of the incoming main product
A product in the parts list is only the initial product/final product if Exchange parts = false
If Exchange parts = true, then only virtual parts are exchanged -> incoming products = outgoing products
|
|
yes
|
Total number of output product produced from one main product
|
created from product
|
yes
|
Main product from which the output products are produced
|
Transfer quantity
|
yes
|
Number of output product packed into one carrier for transport to downstream process
|
|
yes
|
Probability of virtual exchange of dis-assembly product (product above).
Only used only when exchange of parts option is selected.
With exchange of parts there is virtual exchange happening at the station and the final product would be same as the input product.
E.g. during re-manufacturing process removal of old oil from engine can be considered as virtual exchange, where oil removal is considered to be a virtual exchange apart from disassembling of engine.
Input and Output product are then the same, only the exchange will be registered in the simulation statistics.
|
Time for part exchange
|
yes
|
Time required for the virtual exchange of a dis-assembly product (product above).
Only used only when exchange of parts option is selected. With exchange of parts there is virtual exchange happening at the station and the final product would be same as the input product.
Virtual exchange time is added to the dis-assembly time of the ingoing product.
|
|
4. Connection types
See chapter Possible connections to objects.
© SimPlan AG - Hanau District Court, Commercial Register (Part B) 6845 - info@simplan.de - www.simplan.de/en