In this chapter, FAQs are listed and answered.
Contents
1. Is it possible to adjust the visualized unit of static KPIs of VSM objects in the modeling area?
3. Why do no parts run through the system
4. Is it possible to model material flow loops?
5. Why parts to be added to station / inventories
1. Q: Is it possible to adjust the visualized unit of static KPIs of VSM objects in the modeling area?
A: With following setting within global settings (modeling) you can choose between static display of time units and the respective conversion into the appropriate unit.

With static setting:
•The units will be constant for time related KPIs throughout the model.
•For the time line, value-adding times like cycle times of processes will be visualized in seconds, non-value adding times like static calculated inventories or transport times will be visualized in hours (similar to scientific research papers).
With “automatic conversion to closest unit”:
•The units will be automatically converted to the nearest unit feasible. E.g., cycle time of 60 sec will be converted and displayed as 1 minute.
2. Q: How do basic modeling structures concerning material flow and information flow combination look like?
A:
•With direct material flow push constellations, no information flow required or allowed:
oWith FIFO lanes connected between objects, the downstream object or process need not to be information-flow or Kanban-flow controlled.
oThe downstream station functions based on parts coming in through FIFO lane.
oBasically, parts are pushed to downstream processes. (FIFO, internal transport and Process to Process links work similarly.)
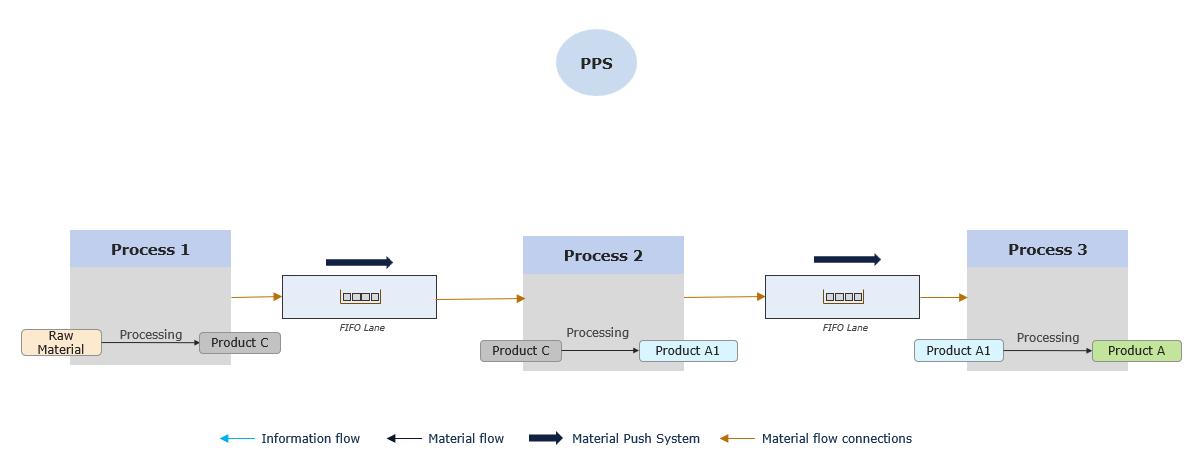
•Information flow required to withdraw parts from inventory:
oAny object withdrawing material information from inventory requires mandatory information flow from PPS.
oProcess 2 information flow controlled, Process 3 with direct material flow through FIFO to Process 3.

•Parallel processes with common FIFO lane:
oParallel processes linked through common FIFO lane are also not information controlled and considered to be a push system due to presence of FIFO lane.

•Parallel processes with common inventory:
oParallel processes linked with common inventory (or their own), requires individual information flow input for each process to withdraw parts from inventory.
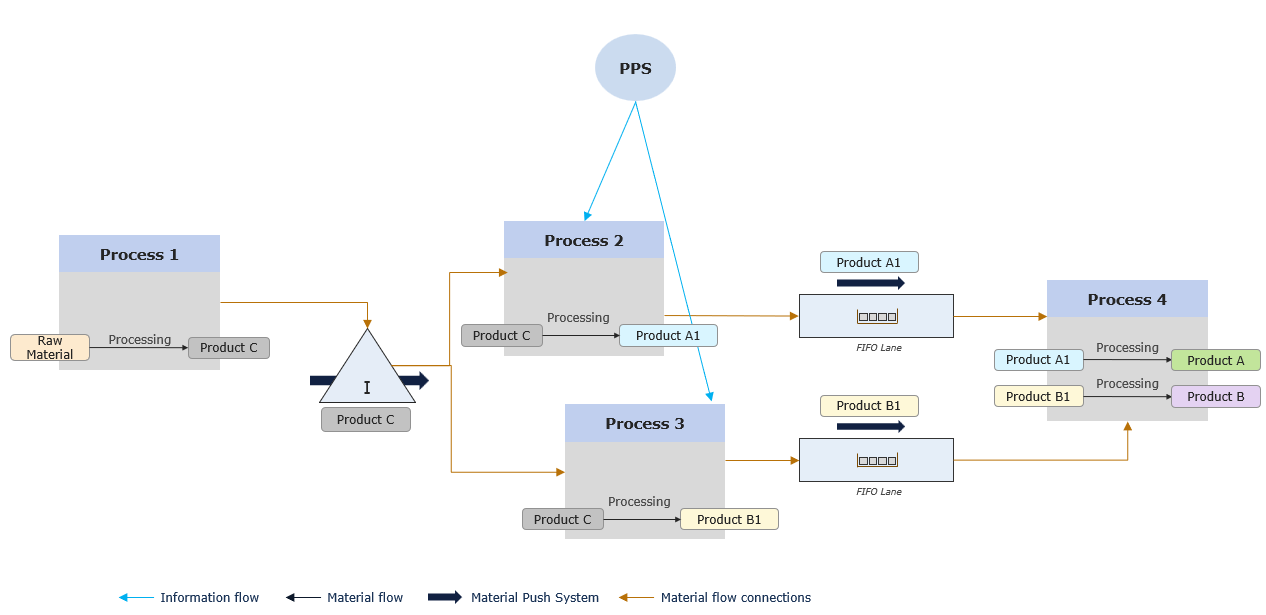
•Assembly process - parts withdrawal process with inventory:
oOne information flow to assembly process is required to provide order input and thereby withdraw required parts from 2 inventories for 2 different objects.

•Assembly process – parts withdrawal process with at least 1 FIFO object:
oWith the presence of FIFO lane, the scenario with assembly process changes.
oNo information flow is required from PPS to provide order on parts to be processed.
oWith one FIFO lane the order and the sequence are decided and the no information flow is required to withdraw parts from the inventory object too.
oBased on orders from FIFO the required amount of base product from inventory will be withdrawn by assembly process.

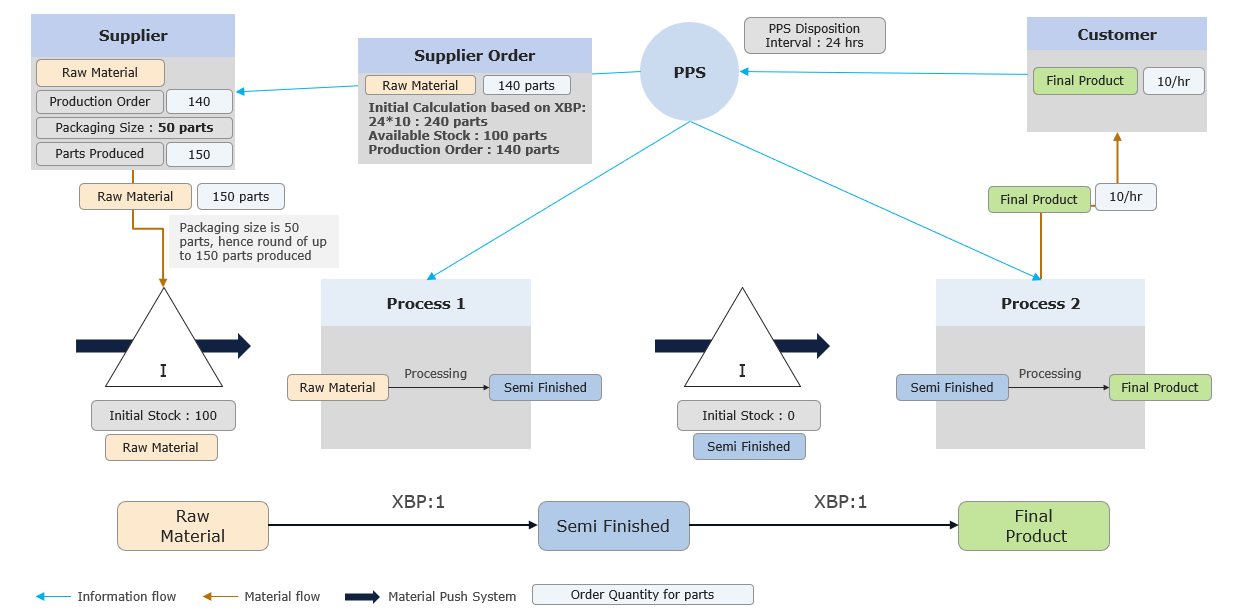
3. Q: Why do no parts run through the system?
A:
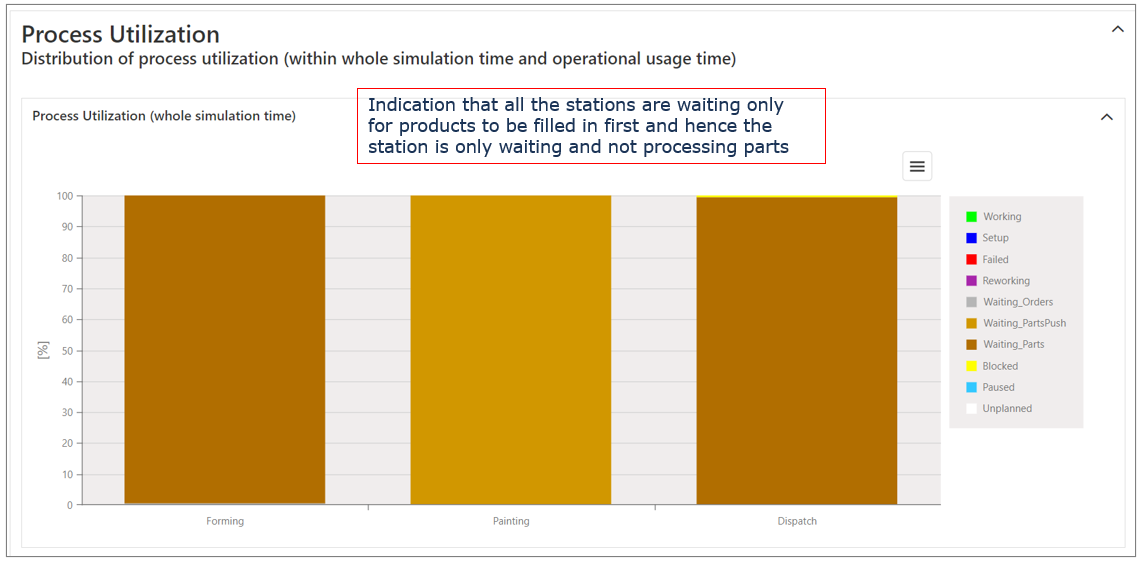
•Process Utilization statistics:
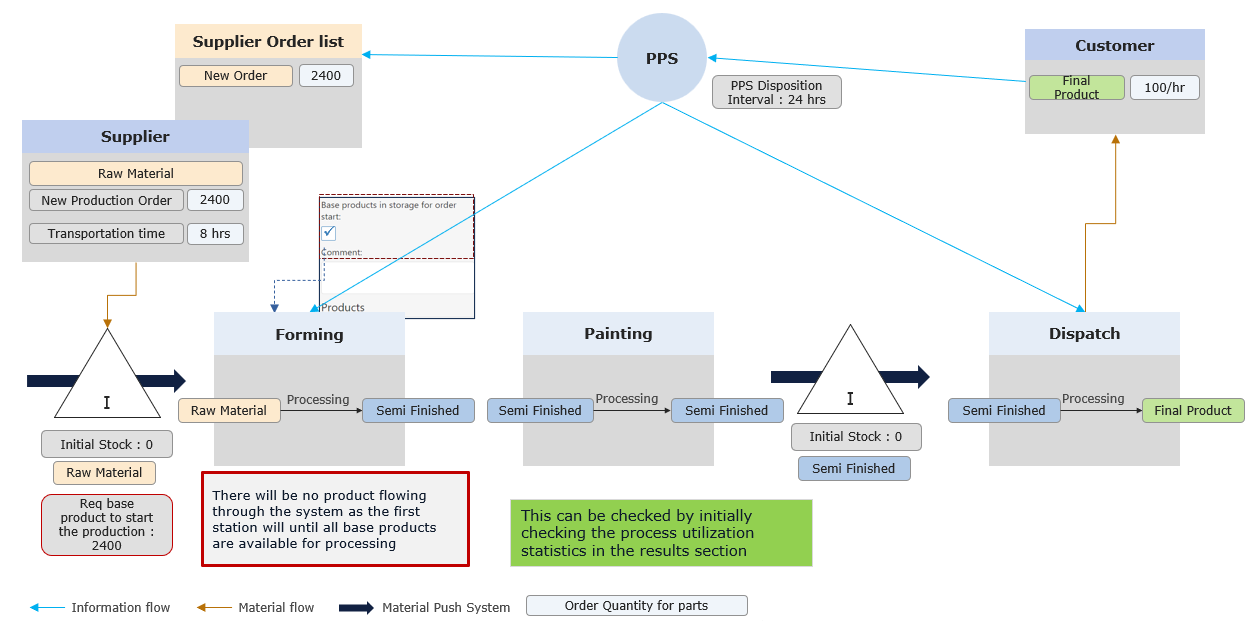
oPossibility stations are waiting for base parts or for orders (or new order input).
oIf a station is waiting for product, check the product supply upstream.
oIn case all base products are necessary in storage for on order to start, this could contribute to the effect (e.g. order size of 1000, currently only 100 available).
oIf a station is waiting for orders, the station is basically to fast for the incoming order quantity (possibly increase order quantity at customer).
Possibility of processes waiting for parts or orders
Check for process Utilization
•Checking for input parameters at Supplier:
oPossibility of high restocking time or transportation time after the supplier to a process will have an impact on the parts available at the first inventory/process.
oIn following example the restocking time (minimum processing time for a carrier/packaging quantity within the supplier to be processed) is 12h and the following transportation time is 13 [h].
oWith a simulation time of 1 day, no parts will “arrive” at the first inventory/process during the simulation horizon
Possibility of high transportation and delivery time exceeding simulation time

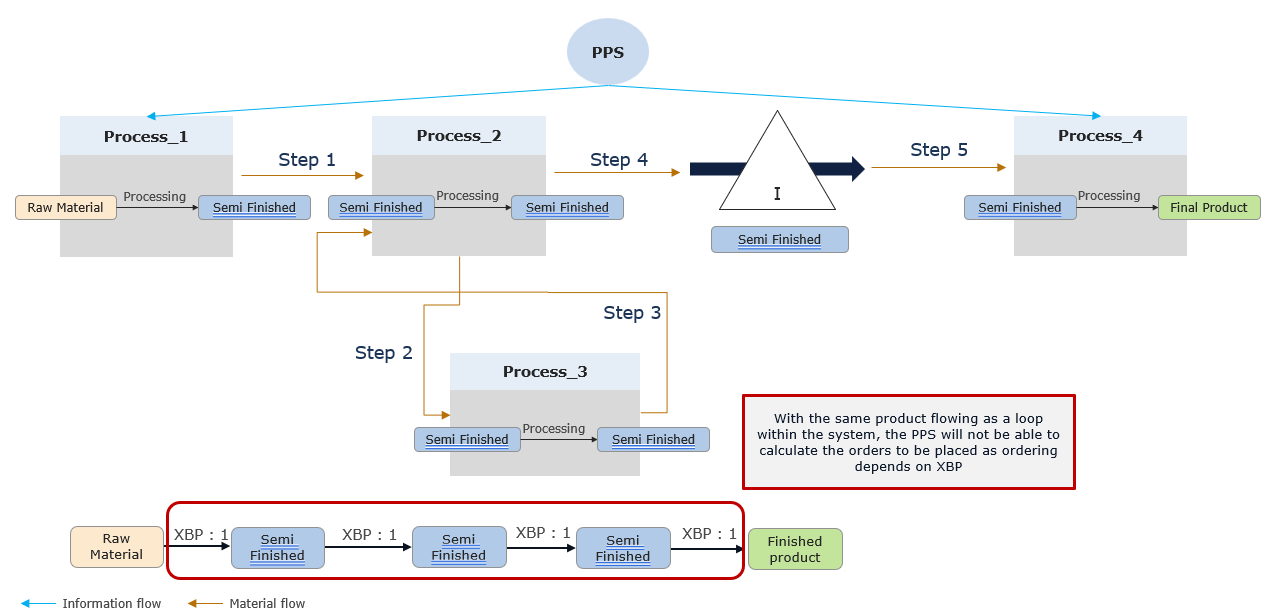
4. Q: Is it possible to model material flow loops?
A:
•It is not possible to model loops for processes with same product definitions.
•This is because of how PPS calculates the order quantities upstream, starting at customer, continuing through all information controlled process until the supplier.
•With same product flowing in a loop, PPS (or material requirement algorithm) will not be able to determine how often to consider a loop as well as calculate orders and provide information upstream.
•This is checked by the simulator backend model.
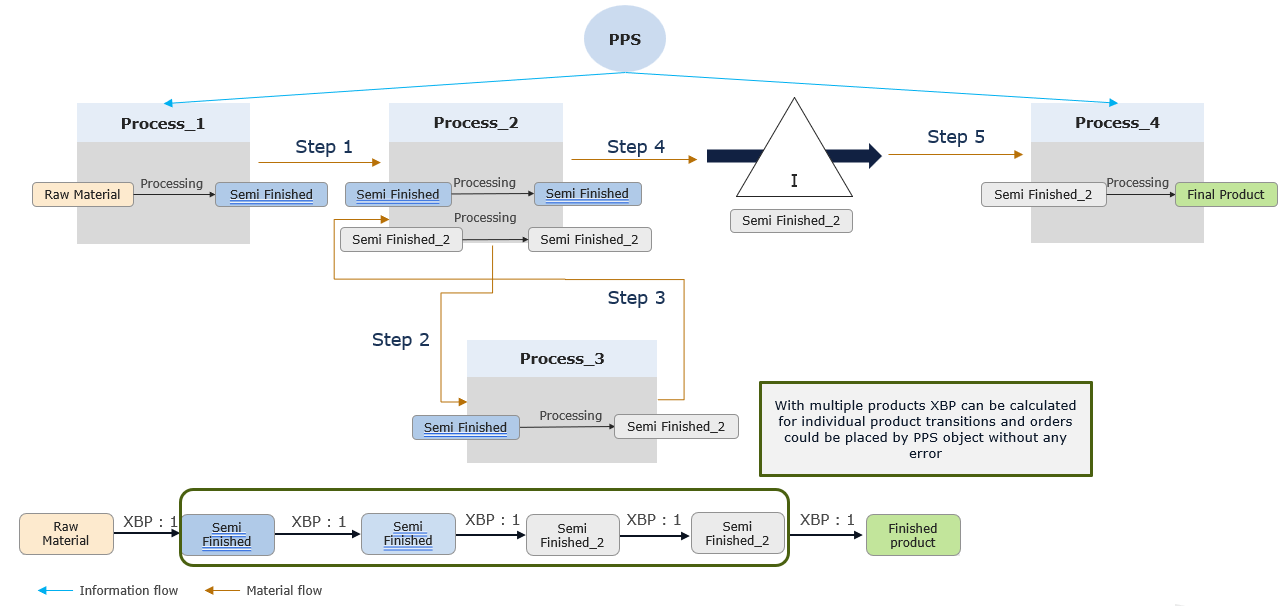
•A workaround could be to define products (product transitions) in such a way that along the product graph, the sequence of products along stations would be correct.
Ordering of parts by PPS based on XBP and available stock
Not possible to have loop for same product within the system
Workaround of having multiple product definitions to overcome issue of XBP
5. Q: Why parts to be added to station / inventories
A:
•Due to simulation-oriented background, SimVSM enables a more precise modeling of product flows with specific product definitions for VSM objects.
•With product definitions it is not only possible to assign several different products per station, but multiple product transitions throughout the system can also be visualized (instead of an aggregated product family in conventional static VSM)
•Each product has specific attributes per product (like CT, scrap, etc.) hence an individual product definition with key parameters is required.
•With product assignment also material flow route can be defined through diverging/converging systems
•Statistics in the results section are bound per product definition (e.g., throughput or inventory levels).
Product flow and transition – Multi product-Definition

Product flow and transition – Multi product-Definition

© SimPlan AG - Hanau District Court, Commercial Register (Part B) 6845 - info@simplan.de - www.simplan.de/en