In this chapter the control topics, especially related to the simulation functionality, shall be roughly described.
|
Note: In principle, it should be noted for value stream simulation (with the value stream module box in Plant Simulation) that this is not comparable with a simulation model on a simple basic module level due to the aggregation level but also due to the order orientation in production processes and in the material flow. Thus, "simple" simulation modules with a simple push logic simply pass on processed products to the corresponding successor after the processing time has elapsed, which in turn begins processing and passes on the part accordingly when the process time expires. In the simulation with value stream modules, information transfer, primarily from production or forwarding orders, is also integrated as an additional logic, i.e. a process only processes parts, for example, if this process has also received a corresponding order for a part quantity. For this reason, correct value stream modeling is also necessary to ensure that the orders are passed on in the simulation model. |
The usual starting point for creating orders is a customer object which feeds corresponding orders with a part type and an order quantity into the system via an information flow connection based on the parameterized demand interval. In the following modelling, this is represented as information flow to the PPS.
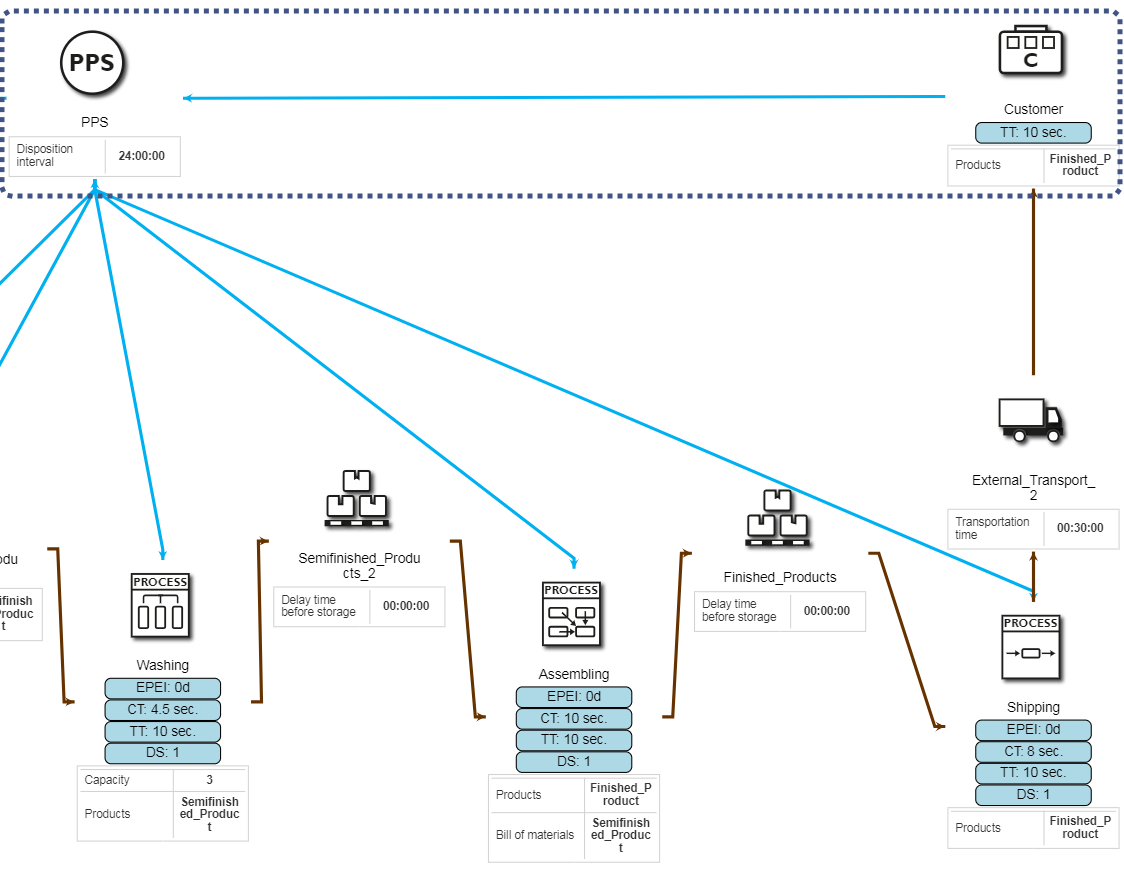
Figure 1 - Information flow to PPS
If the PPS object receives a corresponding order via a part type, an MRP material requirements calculation automatically determines which connected (successor) processes must be used to enter orders for end products or preliminary products.
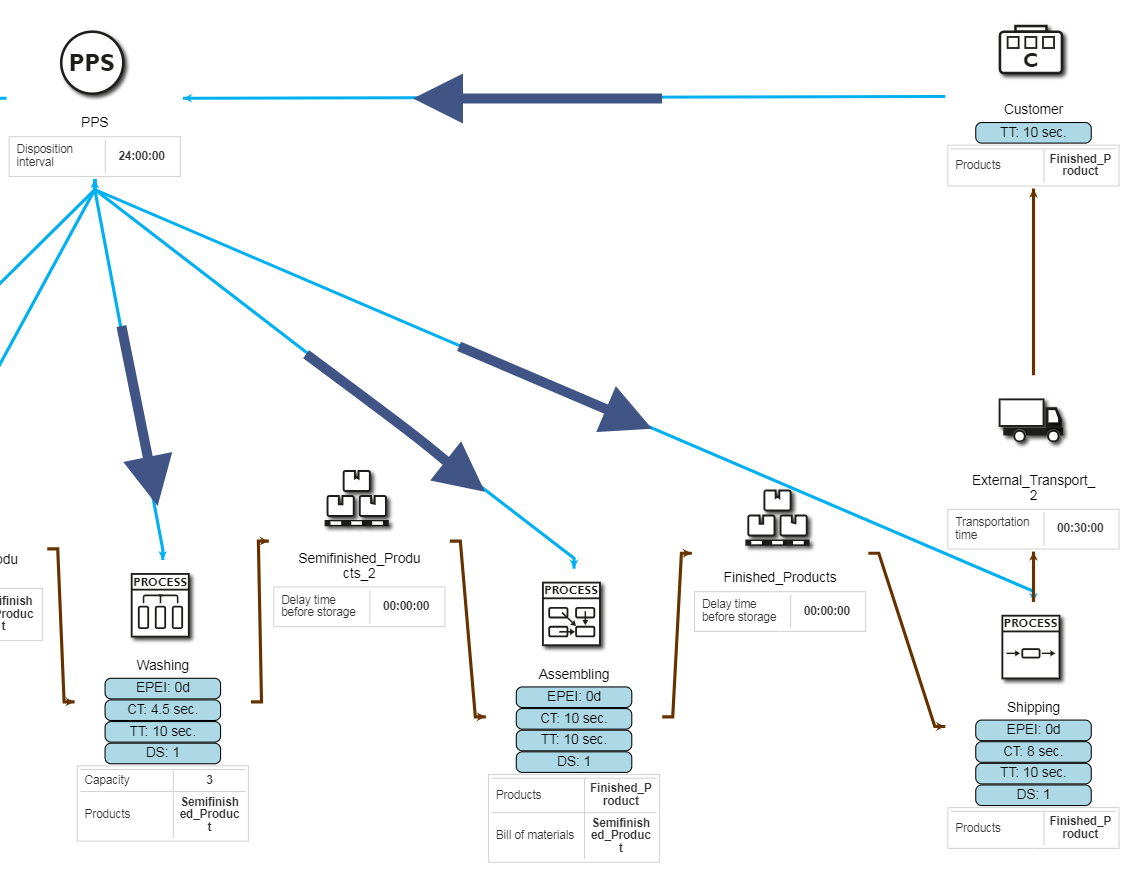
Figure 2 - PPS receives an order
If a corresponding order is transferred to a process via an information flow, the order is entered in an order list. This list is then sorted and evaluated according to the date of receipt and product priorities.
A main factor in the processing of product orders is the availability of all necessary basic products in an upstream storage object (Inventory or supermarket).
If there is sufficient stock in this Inventory object to serve an order, a corresponding order (subordinate) is passed on to the predecessor Inventory.
As shown in the following graphic, this order in turn leads to the required order quantity being passed on to the process.
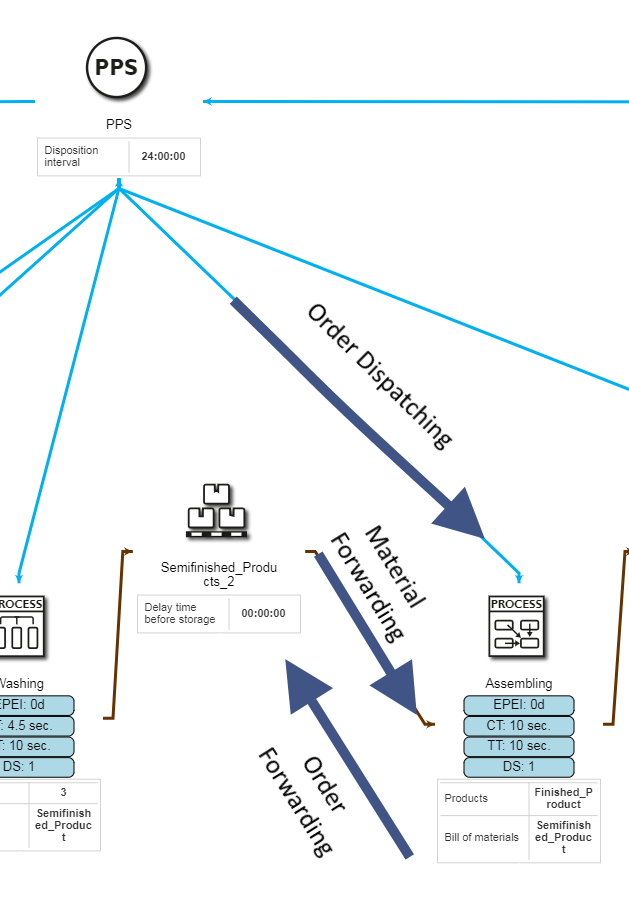
Figure 3 - Edit
While an Inventory object is implemented without its own replenishment control and therefore replenishment must be guaranteed (or is expected) due to PPS control and upstream modeling, a supermarket has also integrated a logic that orders parts and thus generates orders itself. In a supermarket, for example, orders are generated for parts if their stock falls below the parameterized reorder level.
The order quantity is selected so that the maximum product stock is reached.
The orders can then be forwarded from the supermarket via information flow to the PPS (which in turn distributes them in the system via MRP), processes or suppliers and scheduled (see Figures 4 to 6).

Figure 4
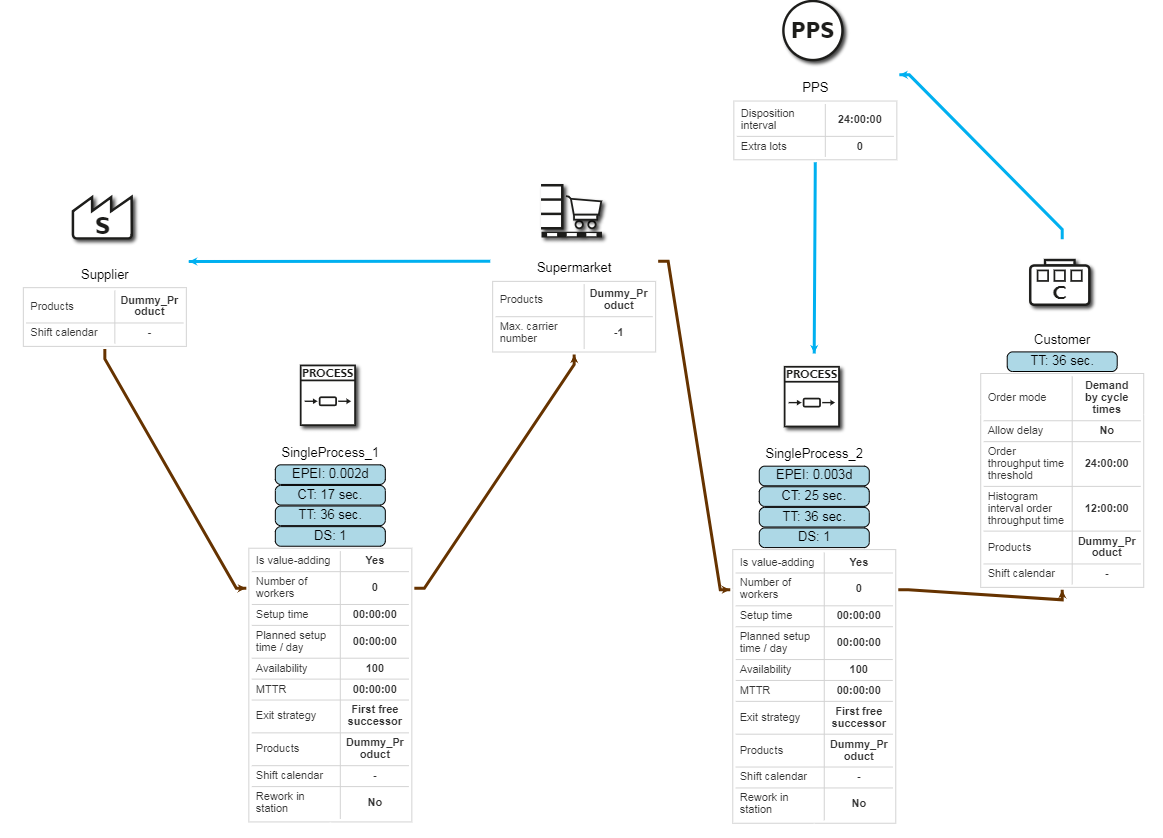
Figure 5
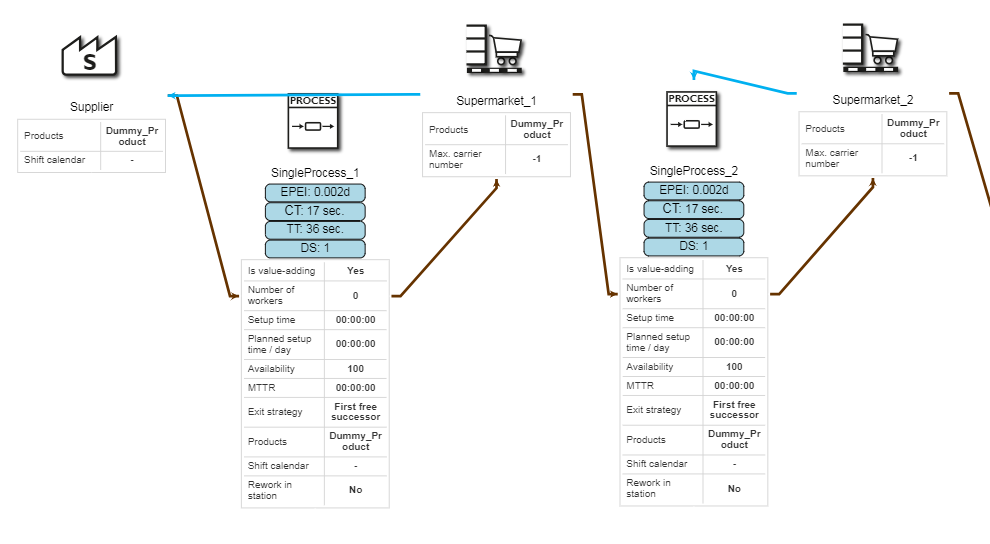
Figure 6
If a supermarket has a Kanban object as successor, the supply of the supermarket is controlled by a (production) Kanban object.
The implemented logic works similar to the reorder point logic, so that the Kanban object generates a certain number of cards in the cycle.
If sufficient parts (via orders from subsequent processes) are subtracted in the supermarket so that a Kanban (or a corresponding carrier) becomes free again, an order is registered via the Kanban object either to the controlled object (supplier or a process object).
The assignment to the producing process takes place via the Kanban connection and via the product and base product assignments in the Kanban object.
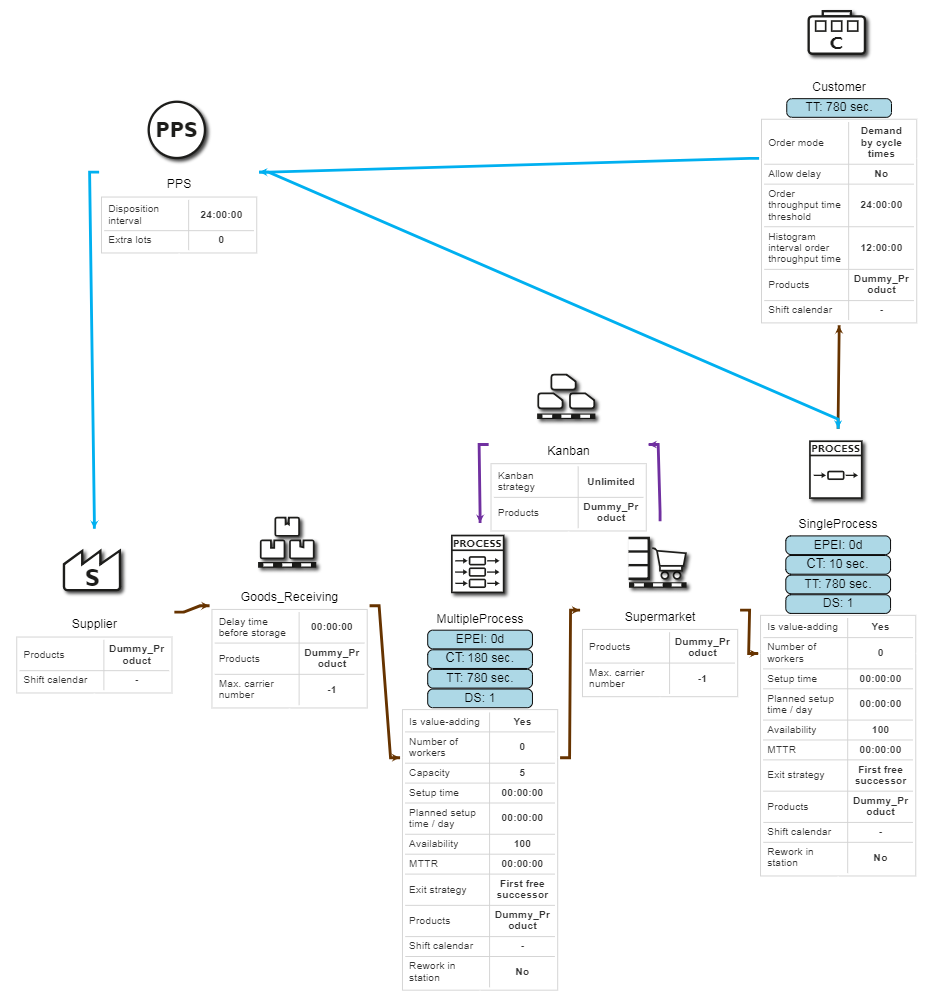
Figure 7
Another main control option is linking to FIFO objects or internal transports. These (internal) transport objects ensure that orders for the forwarded carriers are automatically scheduled in subsequent processes.
This also ensures that processes in a FIFO link (or a link to internal transports) do not require any information flow input or may not have any at all.
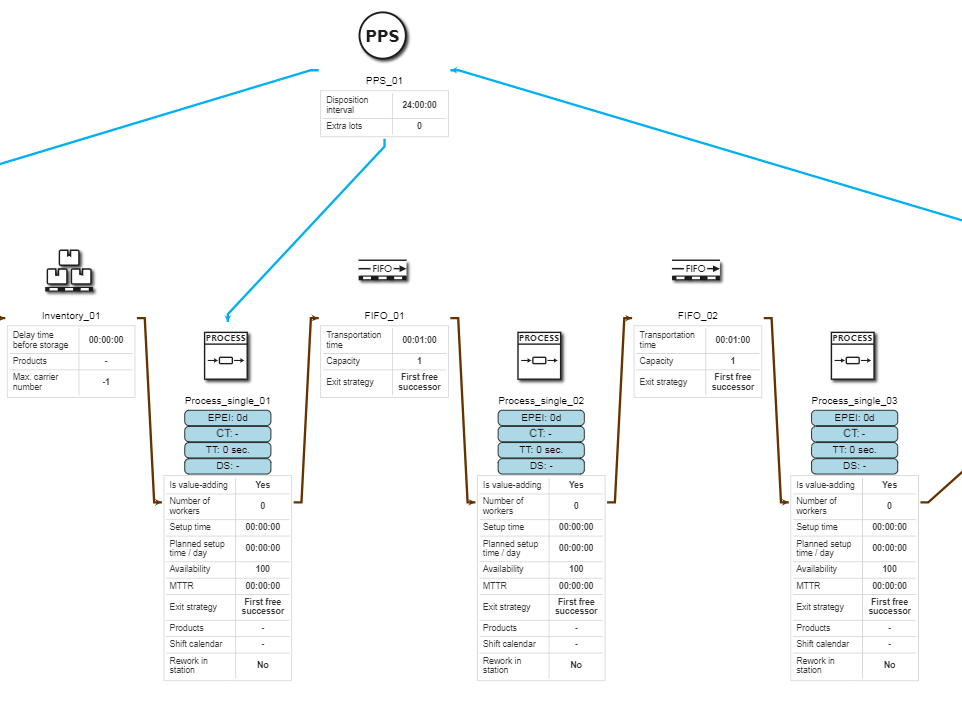
Figure 8
© SimPlan AG - Hanau District Court, Commercial Register (Part B) 6845 - info@simplan.de - www.simplan.de/en